Yanagisawa Saxophones Factory Report 2023
〜ヤナギサワサックス 工場見学へ行ってきました!〜
東京都板橋区にあるヤナギサワ管楽器の工場見学へ行ってきました!
薄板から最終出荷まで、全行程をご紹介致します。
世界中にファンが多いサックス専門メーカー、ヤナギサワの技術をご覧ください。
 |
 |
 |
 |
|
作業工程
|
| 管の接合 | 管体ストック | ||
|---|---|---|---|
 |
 |
||
|
|
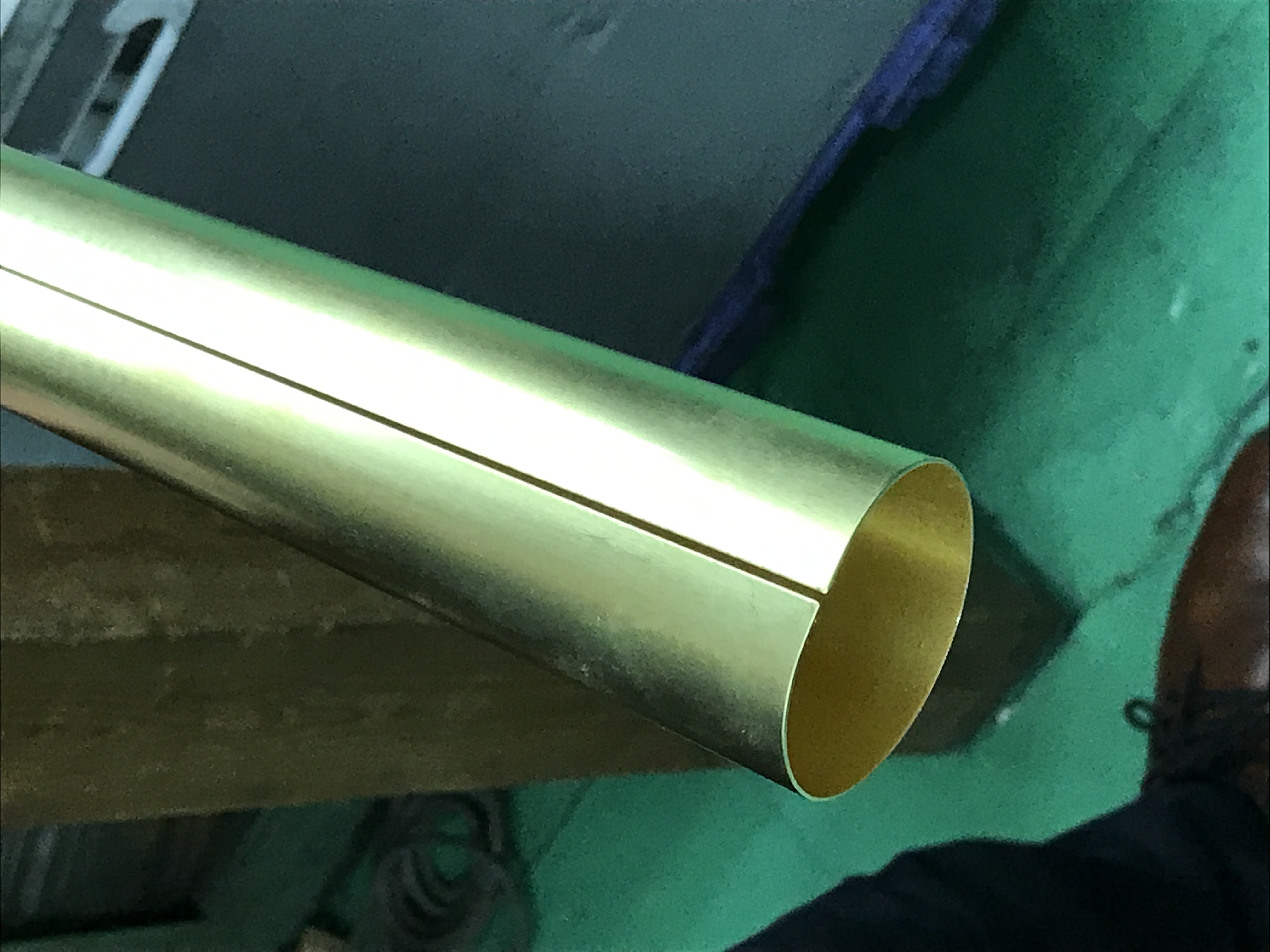
| 3種類の素材 | トーンホールの溶接後 |
|---|---|
 |
 |
| 手前から銀・ブロンズブラス・イエローブラスの3種、素材の厚みや配合率は企業秘密 。 | よく見ると小さなな穴が開いています。ソプラノの小さなトーンホールをロー付けした行程 。 |
| トーンホールの面取り作業 | 溶接部分の均し |
|---|---|
 |
 |
| 引っ張り上げたトーンホールを平らに均す作業。タンポの閉じ具合や音程にも影響する重要な作業 。 | 溶接したU字管の接合部分を削って均す作業、つなぎ目が分からない程の丁寧な仕事を行っています 。 |
| 溶接部分の仕上 | 管体の熱処理 |
|---|---|
 |
 |
| ブロンズのU字管のつなぎ目がツルっときれいに仕上がりました、この後次の行程へ移ります 。 | 大きなガスバーナーで管体を熱して、金属を柔らかくする作業場 。 |
| キィアーム溶接 | 台座裏側 |
|---|---|
 |
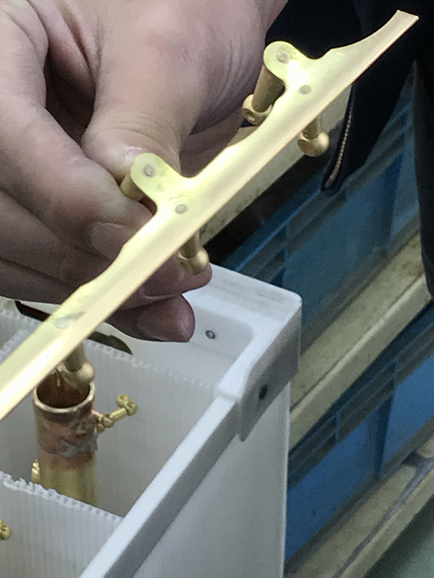 |
| キィロッドにアームを溶接した状態。鋭く出ているアームの先端にキィカップが溶接されます 。 | キィポストを差し込んでロウ付けした台座。裏側にポストの軸が貫通して飛び出しています 。 |
| 台座裏側の削り | キィのストック |
|---|---|
 |
 |
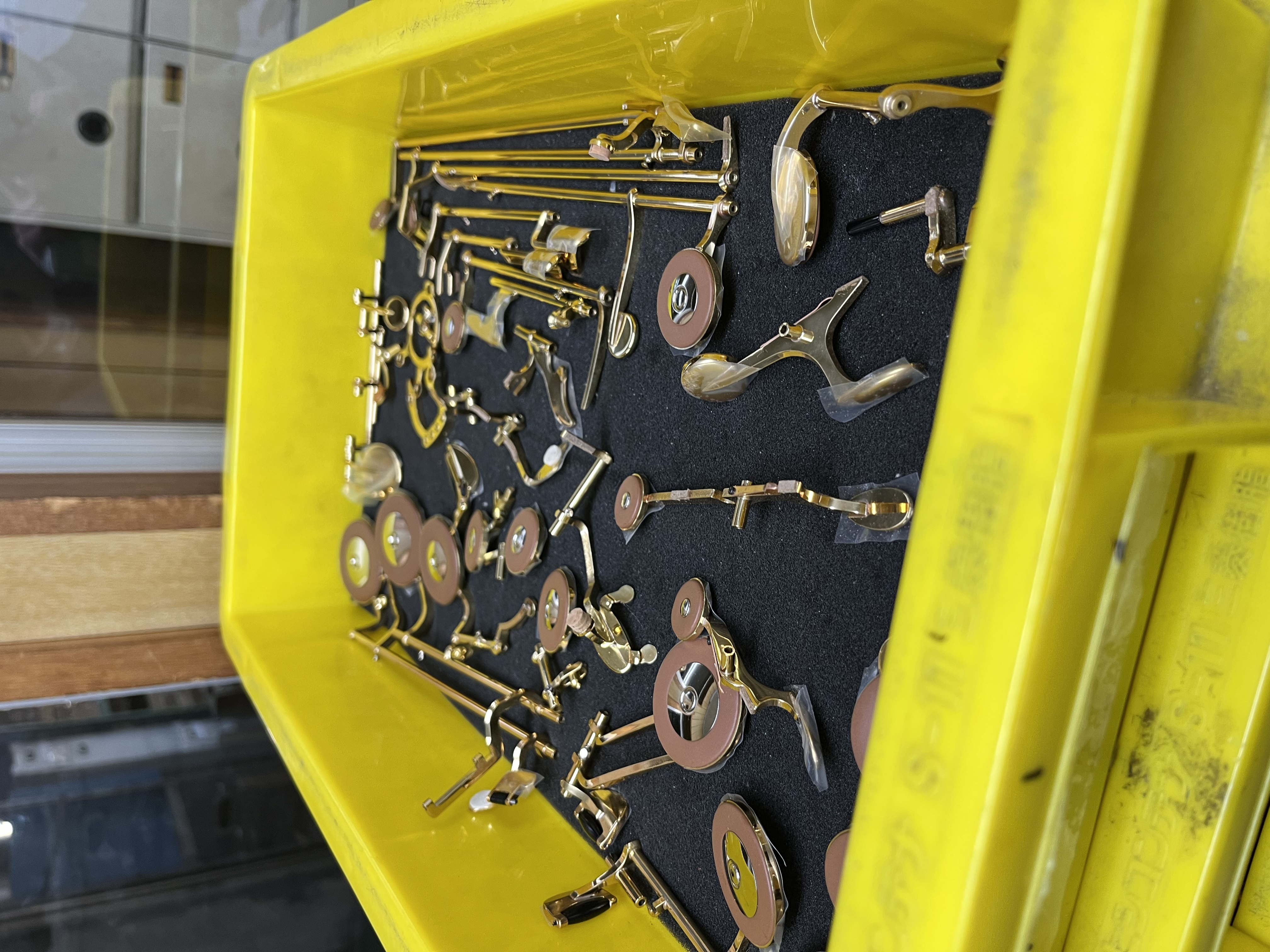
| 先ほどの飛び出したポストの軸をグラインダーで削ります。少しでも出ていると台座を精度よくハンダ付けできません 。 | テナー用3番、アルト用3番などの番号が振ってあり、それぞれの箱の中にキィをストックしていきます 。 |
| キィのストック | ポスト溶接作業 |
|---|---|
 |
 |
| 支柱のリングなど、キィカップ以外の「そういえば付いている」パーツも出番を待っています 。 | キィポストを管体にハンダ付けしていきます。毎回同じ位置に同じハンダの量で素早く作業します 。 |
| 溶接治具 | ハンダ作業 |
|---|---|
 |
 |
| キィの位置も確認し、トーンホールにキィカップがピッタリと合うように常に確認が必要です 。 | キィカップに専用の治具を当て、細く青い炎でハンダ付けをします 。 |
| 台座とキィポスト | ポスト溶接後 |
|---|---|
 |
 |
| キィの位置も確認し、トーンホールにキィカップがピッタリと合うように常に確認が必要です 。 | キィカップに専用の治具を当て、細く青い炎でハンダ付けをします 。 |
| トーンホールとキィポスト | 2番管とU字管接合 |
|---|---|
 |
 |
| トーンホールとキィポストがセットされると急に楽器っぽくなります 。 | 2番管とU字管が組み上げられたバリトンサックス、大きなトーンホールが多数開いています 。 |
| ベルとU字管接合 | バフ作業前 |
|---|---|
 |
 |
| こちらはベルとU字管を溶接したテナーサックス、角度がズレないように丁寧に作業します 。 | 磨き作業待ちのU字管、ハンダの溶接跡や細かなキズを消しピカピカに磨いていく作業「バフ掛け」です 。 |
| バフ(羽布) | キィのバフ掛け |
|---|---|
 |
 |
| この円盤状の布がバフです。研磨剤を付けて高速回転させ、キィや管体を当てて磨いていきます 。 | 削れた粉などが飛ぶ作業なので完全防備で作業します。高速回転の機械工具なので危険が伴います 。 |
| キズ・くすみのチェック | ベルの内側 |
|---|---|
 |
 |
| 光に当てて細かなキズが無いかチェックします。大胆に研磨しつつ実は繊細な作業 。 | ベルの内側もキレイに磨いていきます。小さなカーブドソプラノはこの作業も難しい 。 |
| バフ掛け前後 | 大きな本体の磨き |
|---|---|
 |
 |
| 手前のようなくすんだキィカップが職人さんの手でピカピカに!いつも見る姿になりました 。 | バリトンサックスなどの大きな管体はバフに当てて回していくのも大変そう 。 |
| 手彫り彫刻 | バリトンサックスの彫刻 |
|---|---|
 |
 |
| ヤナギサワでは全ての楽器に職人さんが手彫り彫刻を施しています 。 | 平の彫刻刀を左右に振りながらドンドン彫り進めていきます。バリトンは彫刻の範囲が広くて大変 。 |
| 広範囲の全体彫刻 | U字管の彫刻 |
|---|---|
 |
 |
| バリトン1本完成です!手作業なので1本1本少し模様が違って自分の楽器に愛着が湧きます 。 | U字管にも彫刻、客席から良く見えるとこの彫刻は大切ですよね 。 |
| ロゴと手彫り彫刻 | 豪華彫刻 |
|---|---|
 |
 |
| Yanagisawaのロゴは刻印、その周りは手彫り彫刻 。 | 銀製や金メッキの楽器は専任の彫刻師さんが彫っています、立ち作業と座り作業がどちらもあるそうです 。 |
| 豪華彫刻の完成品 | 管体洗浄 |
|---|---|
 |
 |
| もはや彫ったとは思えない美しさ、この楽器は銀製のA-WO37という最高峰モデル 。 | バフ掛けが完了した表面の油や汚れを洗浄機で落として、塗装の準備を進めます 。 |
| 拭き上げ | ラッカー吹き |
|---|---|
 |
 |
| 水が全く残らないように拭き上げつつ、塗装前の最終チェック。ラッカー作業後はキズ消しもできませんので 。 | スプレーガンでラッカーを吹いていきます。均等にでも一気にラッカーを吹きます 。 |
| 乾燥炉 | キィ乾燥 |
|---|---|
 |
 |
| この炉の中で乾燥させることでラッカーが強く、剥がれにくくなります。 | キィガードも1つ1つワイヤーに掛けてしっかりと乾燥させて次の工程へ 。 |
| キィガード乾燥 | タンポ入れ |
|---|---|
 |
 |
| キィガードも1つ1つワイヤーに掛けてしっかりと乾燥させて次の工程へ 。 | 塗装されたキィにタンポを入れていきます。毎回同じ位置、同じ深さ、同じ接着剤の量でセットする技術が求められます。 |
| タンポ準備完了 | ネック調整 |
|---|---|
 |
 |
| 世の修理屋さんもやっている作業ですが、均等に仕上がる精度は世界トップクラスです 。 | キィコルクやフェルトを付ける作業もここで行います。銀のネックがたくさん並んでる! |
| 元の型 | キィ調整フロア |
|---|---|
 |
 |
| 楽器の設計のべースになる型。必要に応じて型と比較し修正していく作業もあります 。 | 10人以上の職人さんが自分のセクションの組み上げ調整を行っていきます。複数人で行うことで均等に仕上げていくことができるそう 。 |
| 保護テープ | 調整作業 |
|---|---|
 |
 |
| 白い保護テープが貼ってあります。作業中にキズを付けてしまわないように、必ず保護テープを貼った状態で作業 。 | タンポ合わせ、バランス合わせ、キィタッチの調整、楽器に命を吹き込む最後の組み上げ工程 。 |
| 一部組み上げ完了 | 楽器毎に1箱 |
|---|---|
 |
 |
| ほぼ組み上がってきました。バネの強さは感覚なので、作業中でも見本楽器を触ってキィのタッチを揃えていくそう 。 | 1本の楽器が1箱にセットになって移動していきます。全モデル同じ職人さんが調整するのもヤナギサワの魅力 。 |
| ネックコルク合わせ | 最終調整 |
|---|---|
 |
 |
| ネックコルクを削る機械、目盛りを見ながら、ピッタリ同じ径になるように削っていきます。 | 最終チェック。万が一不具合や不良が有った場合はその工程まで戻ります。 |
| 全ての楽器を検品 | クリーニングとコルク付け |
|---|---|
 |
 |
| この小さな部屋で全てのヤナギサワサックスがチェックされて出荷工程へ 。 | キィの振れ止めコルクを挟み、最後の拭き上げを行ってケースへ収納。世界中のヤナギサワファンの元へ 。 |
| 社長とクロサワ | ベルの形のライト | |
|---|---|---|
 |
 |
|
| 柳澤社長(左から3番目)と柳澤常務(左から4番目)、クロサワウインドスタッフ。 | ベルを使用したライト 。 |
Shop Info
| クロサワウインド各店のご案内 |
|---|
-
サキソフォン・ラボ
〒169-0073
東京都新宿区百人町1-10-8 3階 03-3363-9630 wind@kurosawagakki.com
-
クロサワウインドお茶の水店
〒101-0062
東京都千代田区神田駿河台2-4-2 03-5259-8191 windocha@kurosawagakki.com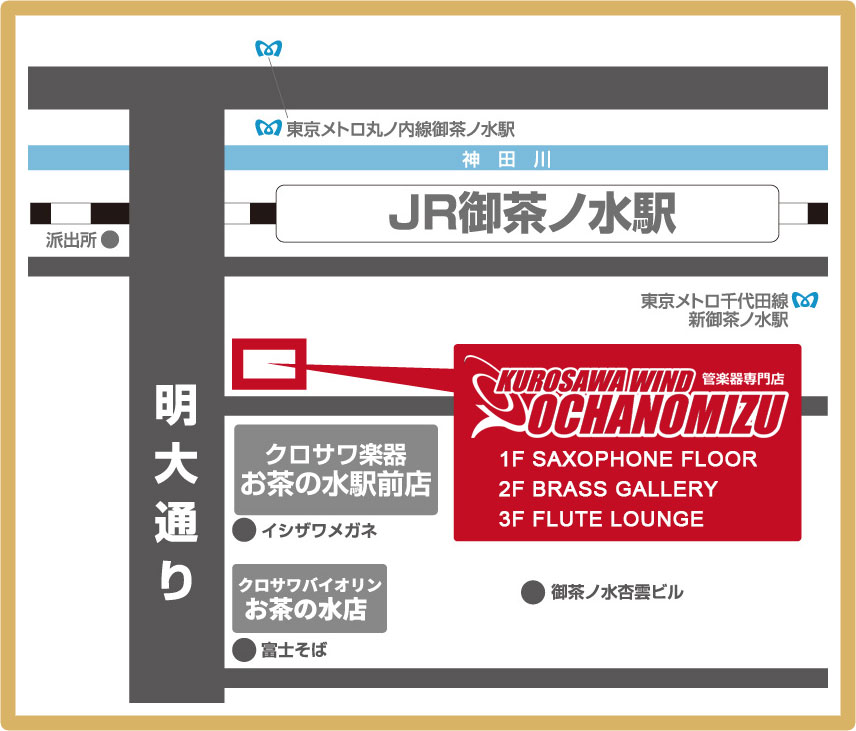
-
クロサワウインド横浜店
〒220-8533
神奈川県横浜市西区南幸1-3-1
横浜モア―ズ 4F 045-317-3711 yokohamawind@kurosawagakki.com
-
クロサワウインド町田店
〒194-0013
東京都町田市原町田6-2-6
町田modi 7F 042-812-2767 machida@kurosawagakki.com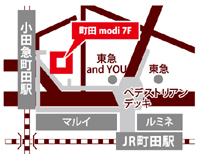
-
クロサワウインド名古屋店
〒460-0008
愛知県名古屋市中区栄2-3-1 名古屋広小路ビルヂング地下1階 052-201-2010 nagoyawind@kurosawagakki.com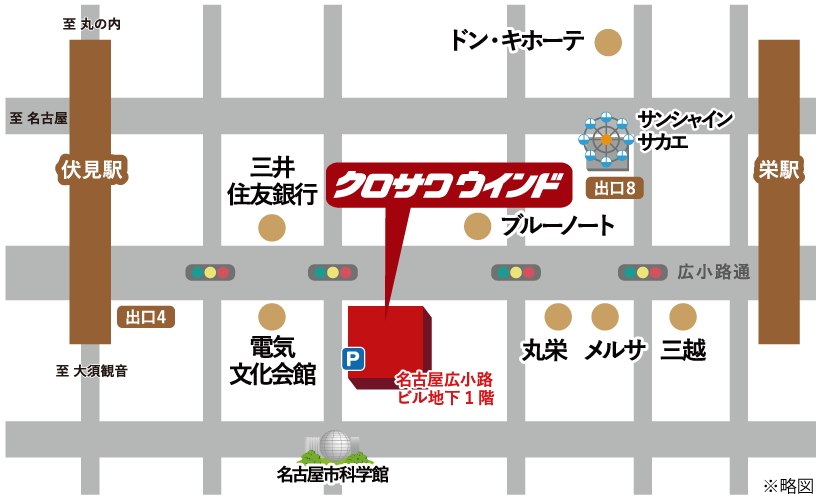
-
クロサワオンラインストア
〒171-0033
東京都豊島区高田3-36-1
03-6907-2451 webshop@kurosawagakki.com